


玻璃制品生產在生產過程中會產生氣泡、瑕疵等質量缺陷。在質量要求越來越嚴格、市場競爭越來越激烈的今天,運用機器視覺技術與運動控制、網絡通訊結合的玻璃制品自動檢測系統,帶給企業的,絕不僅僅是一項技術上的變革。
一、 系統概述
質量檢測系統
工作示意圖,相機數量根據實際需要配置
系統目的:不合格產品的檢測
檢測對象:玻璃制品
缺陷對象:氣泡、傷痕、瑕疵、砂粒、結石、光畸變點、夾雜物等
最大檢測速度:
檢測寬度:
檢測長度:根據版長 (可調整)
檢測結果處理:報警燈響亮;顯示缺陷圖案;
可選擇貼標機
二、系統方案
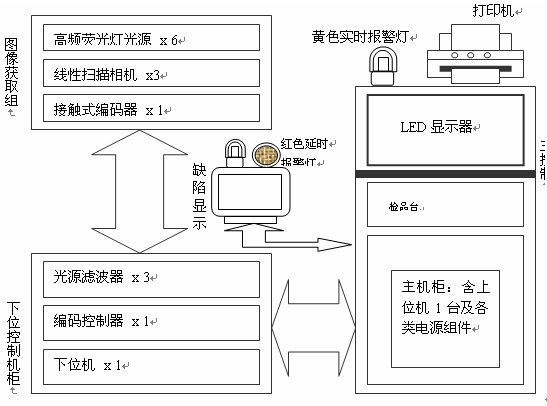
質量檢測系統連接框圖
1、高性能線性掃描相機
鏡頭視野選擇Fov =
特征分辨率:
最小特征的像素點數:FpX =FpY=3 pixels;
空間分辨率(像素中心映射到場景上的間距):RsX =
圖像分辨率:各相機寬度方向Ri = 2048 pixels;
攝像頭的最快掃描速度:Ts =82μs/scan。
2、下位機
線陣相機以1.1萬次/每秒的掃描速度采集的圖象信息,通過下位機的高速多通道圖象采集卡(高性能采集卡,采集速度可達160MB/s,有觸發輸入、曝光時間控制輸出、數字I/O)傳輸至對應的下位工控機,其數據傳輸量高達
3、主機
實現操作及結果處理的上位機。實現系統各項功能的操作、玻璃制品檢測設置、玻璃制品記錄及缺陷歷史記錄管理,處理結果的輸出:包括報警、顯示、貼標和打印檢測信息等
4、檢測結果處理(貼標機)
主機報警燈亮,報警音發出,顯示缺陷位置;收料工位的報警燈響亮,協助工人剔除廢料;貼標機動作,在次品張貼標;打印機打印統計信息。
5、同步傳感器
在線安裝脈沖編碼器,脈沖編碼器產生連續采集的觸發信號。
6、光源
HF熒光燈65W*4(30KHZ)
亮度控制:軟件自動控制
使用壽命:6000小時(每半年更換一次)
三、系統功能
系統軟件為WindowXP中文版
1、開機自檢
檢測攝像頭的連接;
網絡連接;
初始化工作
2、設置制品參數
批號、名稱、檢查人、檢查時間;
檢測物的寬度;
檢測物的長度;
檢測物的列數。
3、設置缺陷檢測等級
檢測等級:高、標準、中、低四級(或依廠方要求分等)。
4、加載模板圖片
5、設置檢測模式及范圍
分別設置相機各自的檢測模式及范圍,將總坐標系劃分為6個部分,對應6列產品分離檢測,并建立相應數據庫。
6、檢測開始
氣泡、砂粒、結石等點狀缺陷檢測采用Blob算法進行查找,突出特征夾雜物、沾錫、光畸變點線狀缺陷檢測采用直線檢測或投影技術能識別
針對廠方常見的花紋缺陷、氣泡、砂粒、結石、沾錫、光畸變點、夾雜物和玻璃完整性等缺陷,系統能快速、準確的分辨和識別。
四、系統檢測結果輸出方案
1、報警器發出不同報警銀,黃、綠燈實時閃爍;
2、利用灰度顯示方式靜止顯示缺陷圖案及缺陷圖案在整幅圖中的位置,缺陷部分用紅塊閃爍。保存和調閱歷史缺陷圖片;
3、在缺陷玻璃到達收料工位時(分列)紅燈閃爍,同時蜂鳴器報警,提示工人次品信息。報警延時在100~
4、分列貼標機依據控制信號動作,在缺陷張邊緣貼上識別標簽。(注:該項為可選配置)
上一篇:嘉騰推出新版MCINS測量軟件
